8 922-15-08-780 (моб.)
и оборудование для производства
мебели в Екатеринбурге



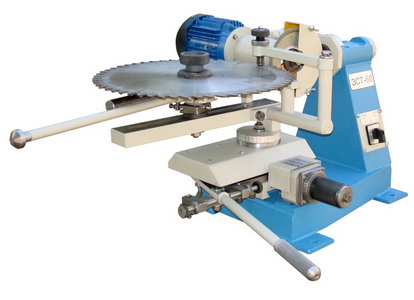
Станок для заточки дисковых пил с твердосплавными пластинами ЗСТ-68
Станки предназначены для заточки дисковых пил с твердосплавными пластинками по передней и задней поверхностям зуба пилы. На станке можно заточить дисковые пилы (по массиву для продольного и поперечного пиления, ламинированным плитным материалам, цветным металлам и т.д), с прямыми, косыми и трапециевидными зубьями со стабильно высоким качеством заточки.

|
Обозначение |
Наименование |
Диаметр затачиваемых пил (фрез), мм |
Величина переднего угла, град. |
Величина заднего угла, град |
|
ЗСТ-68 |
Базовое исполнение станка |
160...680 |
-10...+30 |
0...30 |
|
ЗСТ-68-01 |
Исполнение станка на тумбе с системой подачи СОЖ |
160...680 |
-10...+30 |
0...30 |
|
ЗСТ-68.70.000 |
Узел для заточки фрез |
100...220 |
0...30 |
0...30 |
* Спец. заказ.
Технические характеристики
|
Наименование |
Исполение станка |
|
|
ЗСТ-68 |
ЗСТ-68-01 |
|
|
Диаметр затачиваемых пил, мм |
160...680 |
|
|
Номинальный посадочный диаметр затачиваемых пил, мм |
32, 50,60, 70, 80*** |
|
|
Шаг зубьев пил, мм |
6...60 |
|
|
Передний угол зубьев пил, град |
-10...+30 |
|
|
Задний угол зубьев пил, град |
0...30 |
|
|
Наибольший угол косой заточки, град |
|
|
|
Диаметр заточного круга, мм |
150 |
|
|
Номинальная окружная скорость заточного круга, м/с |
22 |
|
|
Габаритные размеры, не более, мм: длина х ширина х высота |
700х650х410 |
800х800х1200 |
|
Масса станка, не более, кг. |
70 |
90 |
|
Род тока питающей сети |
переменный трёхфазный |
|
|
Номинальная частота тока, Гц |
50 |
|
|
Номинальное напряжение, В |
380 |
|
|
Электродвигатель привода: номинальная мощность, кВт |
0.37 |
|
|
Электродвигатель насоса: |
- |
|
* По спец. заказу (Узел ЗСТ-68.65.000 «Приспособление для подрезных пил»)
** По спец. заказу (Исполнение станка для заточки пил большого диаметра)
*** Уточняется при заказе.
Описание
Предназначен для заточки дисковых пил с твердосплавными пластинками по передней и задней поверхностям зуба пилы.
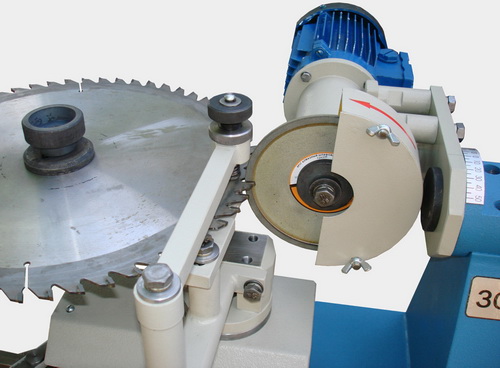
На станке можно заточить дисковые пилы (по массиву для продольного и поперечного пиления, ламинированным плитным материалам, цветным металлам и т.д), с прямыми, косыми и трапециевидными зубьями со стабильно высоким качеством заточки. Позиционирование затачиваемого зуба пилы осуществляется с помощью толкателя за переднюю поверхность зуба до жёсткого упора, что гарантирует равномерную заточку и одинаковый съём металла с каждого зуба. Шаг толкателя регулируется в широком диапазоне в зависимости от диаметра пилы и количества зубьев. Величина съёма металла настраивается с помощью микрометрического винта врезания.
Подача пильного диска на заточной круг происходит прямолинейно с использованием прецизионных линейных подшипников, благодаря чему исключаются какие-либо отклонения в геометрии затачиваемого зуба. Фиксация пилы во время заточки осуществляется с помощью подпружиненного прижима, усилие зажима которого легко регулируется.
Заточку пил можно производить как с использованием СОЖ (комплектация станка ЗСТ-68-01), так и без использования СОЖ (базовая комплектация ЗСТ-68).
Процесс заточки происходит вручную попеременным перемещением двух рукояток: подача на зуб полотна пилы и подача пильного диска на заточной круг.
Величина снимаемого слоя с твёрдосплавной пластинки регулируется поперечным перемещением суппорта с пильным диском, микрометрическим ходовым винтом, путём вращения рукоятки с лимбом.
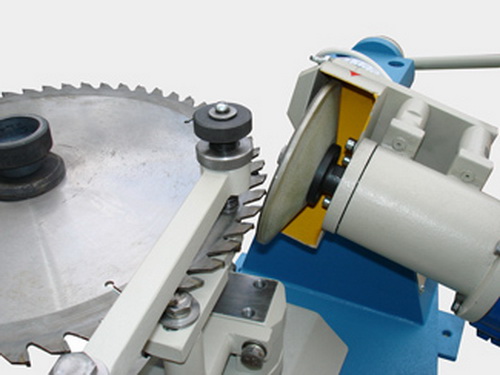
Заточной круг вращается в радиально-упорных шарикоподшипниках от электродвигателя, через упругую муфту. Шпиндель может поворачиваться на оси влево-вправо относительно плоскости пилы для заточки на косую грань.
Пилы диаметром менее 160 мм затачиваются при помощи приспособления для подрезных пил ЗСТ-68.65.000 (поставляется по спец. заказу)
Усилие зажима должно быть отрегулировано таким образом, чтобы оно удерживало полотно пилы при заточке и позволяло перемещать его на шаг.
Конструкция станка отличается точностью и надёжностью в работе.
Заточка по передней грани
Заточка по задней грани
«Узел для заточки фрез» ЗСТ-68.70.000

|
Наименование |
Данные |
|
Диаметр затылованных и острозаточенных фрез, мм |
|
|
Номинальный посадочный диаметр фрез, мм |
32, 40, 50, 60* |
|
Наибольшая ширина фрез, мм |
40 |
|
Угол косой заточки, град. |
±45 |
|
* Уточняется при заказе (спец.заказ) |
Может комплектоваться как станок для заточки фрез, так и дополнительно, как приспособление к станку для заточки дисковых пил.
Общий вид станка ЗСТ-68 с установленным на него узлом для заточки фрез ЗСТ-68.70.000

Внимание! Для перенастройки станка с заточки дисковых пил на заточку фрез необходимо снять кронштейн для базирования пил и вместо него на ось поворота установить узел для заточки фрез.
Установка затачиваемой фрезы
Фреза насаживается на оправку Ø32мм со встроенным механизмом деления; если посадочный диаметр фрезы 40, 50, 60мм, то используются соответствующие переходные втулки. Оставшееся пространство добирается втулками (фреза должна быть отцентрирована по высоте относительно горизонтальной оси заточного круга с помощью подбора втулок), фреза затягивается рукояткой, проверяется совпадение плоскости затачиваемой грани фрезы с рабочей поверхностью шлифовального круга.
Настройка заточной головки
По шкале для установки наклона шлифовальной головки устанавливаем необходимый угол заточки фрезы.
Заточка зубьев фрезы
Включить привод заточного круга, надеть защитные очки. Заточка одного зуба фрезы осуществляется при возвратно-поступательном движении стола, после выведения фрезы из-под заточного круга вывести фиксатор из зацепления с делительным диском и повернуть фрезу на следующий зуб. При опускании рукоятки, пружина запирает фиксатор в гнездо делительного диска. Таким образом положение фрезы зафиксировано для заточки следующего зуба. Заточить все зубья фрезы. После окончания работы выключить привод заточного круга.
Базовое исполнение станка ЗСТ-68
Исполнение станка на тумбе с системой подачи СОЖ ЗСТ-68-01
Узел для заточки фрез ЗСТ-68.70.000 -
Срок изготовления: от 5-30 календарных дней.